

Cryston profile grinding wheels are the premium standard for producing high precision profile grinding parts. They use the special PF bond that is capable of producing a world leading wheel thickness of below 0.2mm for thin slot grinding.
For more information on choosing the right wheel for your grinder, download the Cryston Catalogue below or use the form on the right to get a quick quote from us!
If you need these wheels urgently, click here to see our current stock in our branches!
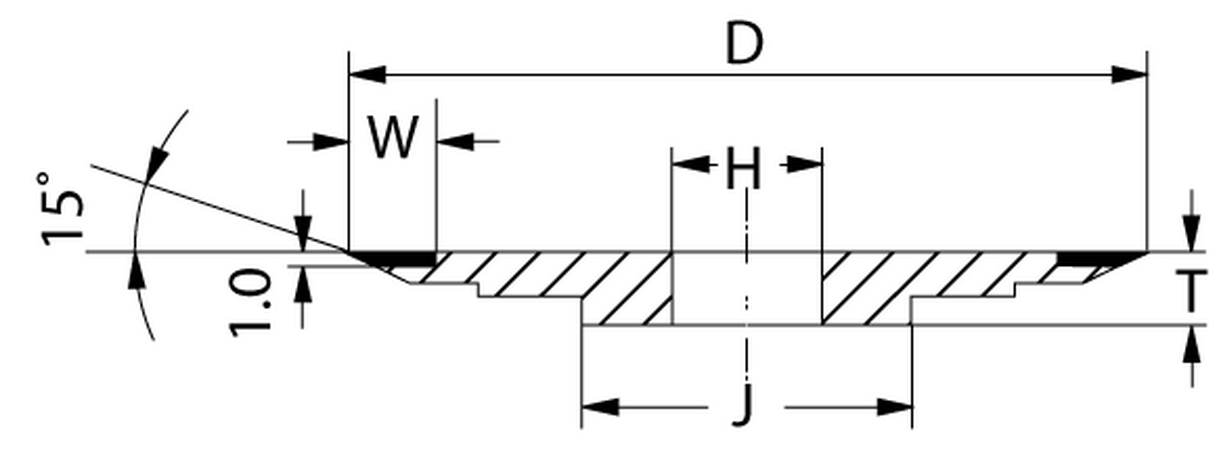
Type 1B9 Single Side Blade for Angular Grinding
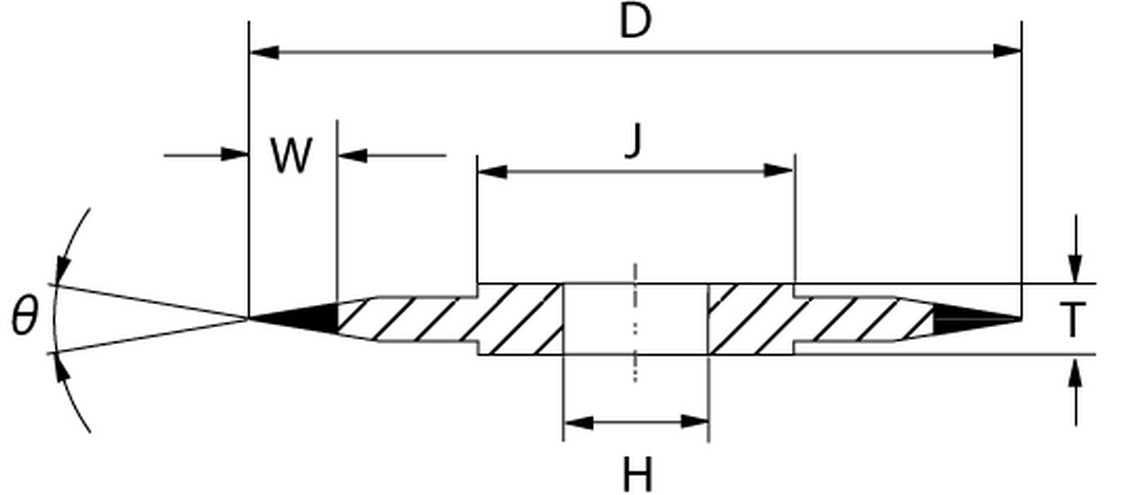
Type 14K1 Twin Blade Wheels
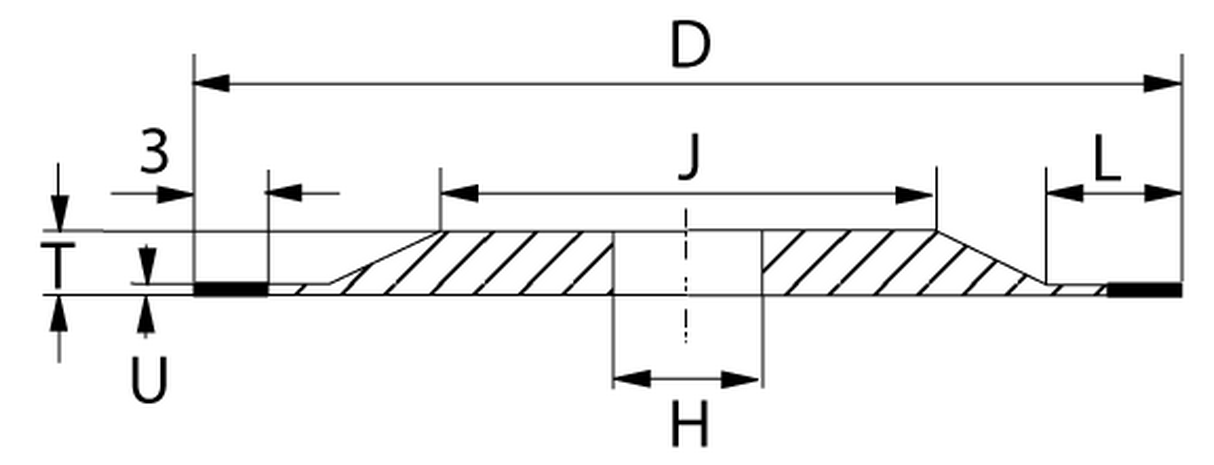
Type 3A1 Slotting Wheels for Slot Grinding
Choosing The Right Wheel Bond
Metal Bond
This bond uses sintered metal powder with abrasives and has abundant heat and wear-resistance which makes the tool life longer to retain accuracy of the wheel for finishing operations.
- MD……… Nose wear takes place a little quicker than MVD, but price is less than MVD for rough grinding.
- MVD……. It has excellent wear-resistance and its sharp nose or rim of wheel is strong good for the works without an operator for long hours. It is the premium bond.
- MVD-S…. It is standard type of MVD bond and brings you not only good performance but also fairly good life value.
- MKD……. At the same sizes of grits with the same concentration, it can bring you better grinding than MVD. However, nose life becomes shortened. Nose radius>0.2.
- PF …….. It is specially developed for thin slot grinding at high precision. Its remarkable grinding capability and excellent wear resistance can grind thin slot accurately at high precision without distortion. * 3A1 Type only.
Resin Bond
This bond uses a sintered special resin powder which allows for very good cutting capability for rough grinding.
- RVD……. Strength of nose is slightly inferior than metal, but its cutting ability is far better. It has remarkable heat resistance, good for heavy grinding. Among resin bonds, it is the hardest bond.
- RHD……. It has best grinding ability. Depending on bonding, heavy grinding, and fabrication of thin materials are suited. It is recommended for rough grinding to finishing.
- RXD …… In respect of heat resistance and grinding ability, it is as good as RHD bond. But nose wear occurs a little quicker than RHD. It provides you soft grinding and suits to grind Ag-W and Cu-W.
- RD …….. It has remarkable grinding capability but wear occurs much quicker.
- RJD ……. When grinding capability is first priority, this is it. It suits to grind perforated thin materials.